发布时间:2024-04-15 10:11:51 人气:2045 来源:本站
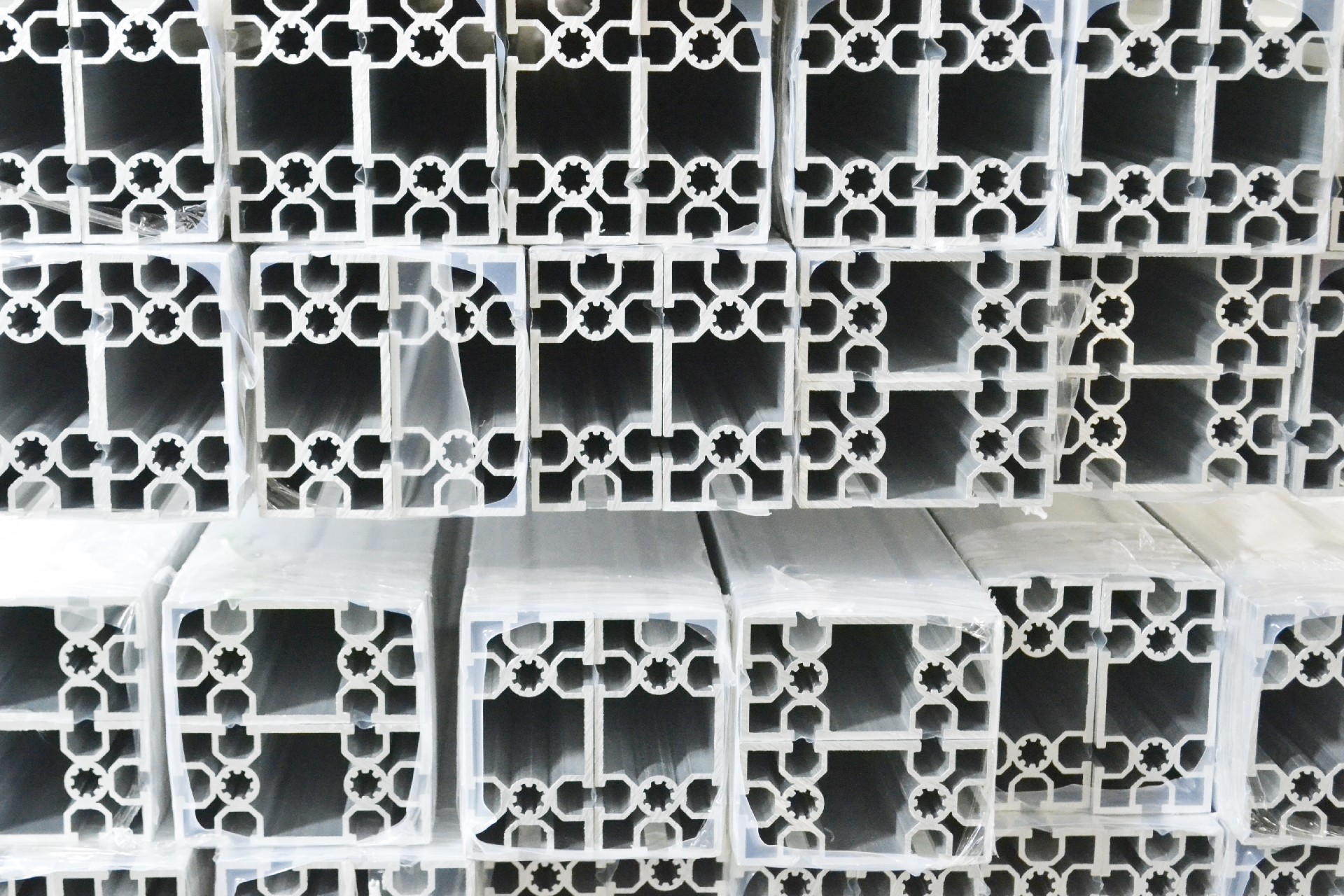
在铝合金型材的生产过程中,拉伸是一个非常重要的步骤,它主要是用来消除铝合金型材在挤压过程中产生的内应力,以防止在后续的加工和使用过程中出现变形、裂纹等问题。为了确保拉伸效果,控制操作过程中的安全性和产品质量,有必要在铝合金型材冷却到50℃以下时再进行拉伸作业。



原因包括:
1、操作安全:铝合金型材在高温状态下进行拉伸作业,会增加操作员烫伤的风险,特别是在接触到高温型材或是操作过程中不慎触碰到设备的热部分时。
2、保护设备和辅材:高温状态下的铝合金型材可能会对拉伸架、毛条等辅助材料造成损害,烫坏毛条不仅增加了生产成本,也会影响拉伸效果,甚至可能导致产品质量问题。
3、确保产品质量:在高温下进行拉伸,铝合金型材内部的应力消除不彻底,这会导致在后续的时效处理过程中出现曲折、扭拧等变形,影响产品的尺寸精度和性能,增加废品率。
因此,等待铝合金型材冷却至50℃以下再进行拉伸作业,是为了确保操作的安全性、保护设备和辅材不受损害,同时也是为了提高产品的质量,减少废品产生。这一步骤虽然会增加生产周期,但从长远来看,是保证产品质量、减少生产成本和保障操作安全的必要措施。
在材料加工过程中,特别是在金属或塑料的挤压、拉伸等成型工艺中,对拉伸量的控制极为重要。拉伸量,简单来说,就是材料在加工过程中长度的增加比例。正确控制拉伸量可以确保产品的尺寸精度、外观质量以及性能满足设计要求。
1、拉伸量控制在1%左右:这是一个相对保守的控制范围,可以适用于多种材料和产品。在这个拉伸量下,产品通常能够获得良好的尺寸稳定性和外观。但是,具体的拉伸量还需要根据材料的性质、产品的设计要求以及加工工艺的特点来确定。
2、拉伸量过高的问题:
头中尾尺寸误差:拉伸量过高容易导致产品在长度方向上的不均匀性,从而出现头部、中部、尾部三个区域的尺寸误差。
外表水纹状麻花(鱼鳞)痕:过度拉伸会使材料表面出现不规则的纹理,影响产品的外观质量。
延伸率低,硬度偏高发脆(塑性低):当拉伸量过高时,材料的塑性降低,导致硬度增加,从而使材料变得更加脆弱,容易破损。
3、拉伸量过低的问题:
型材抗压强度及硬度偏低:拉伸量过低意味着材料未能充分变形,这可能导致成品的抗压强度和硬度不达标。
时效(淬火)也无法提高硬度:通常,通过时效或淬火处理可以提高材料的硬度。但如果拉伸量过低,即使经过这些后处理,也难以显著提高硬度。
型材易弧形曲折(俗称大刀弯):拉伸量过低可能导致型材在使用过程中出现弯曲变形,影响其使用性能和寿命。
因此,在材料加工过程中,合理控制拉伸量对于保证产品质量是至关重要的。这需要根据具体的材料特性、加工工艺以及产品要求综合考虑,通过实验和经验积累来确定最佳的拉伸量。
在金属加工和塑料加工领域,对型材进行拉伸和成形时,确保型材的尺寸精度和形状完整性至关重要。这就需要通过选用适宜的专用夹垫和采用恰当的方式方法来实现。尤其是对于开口料、圆弧料、悬臂料以及曲折形状的型材,更需注意拉伸夹垫的合理有效运用。以下是几点建议:
1、选择适宜的夹垫材料:夹垫的材料选择需要根据型材的材质、成形过程中的温度、以及所需的精度来确定。例如,对于高温成形的材料,可能需要耐高温的夹垫材料。
2、设计合理的夹垫结构:夹垫的结构设计应考虑到型材的形状特征,确保夹垫能够有效分布压力,避免局部过度拉伸或压缩。对于复杂形状的型材,可能需要设计特殊形状的夹垫以适应其结构。
3、正确设置夹垫位置:夹垫的位置设置对于控制型材的拉伸变形量和尺度变化至关重要。需要根据型材的具体形状和成形过程中的力学特性,合理设置夹垫的位置,以实现均匀拉伸和避免不必要的变形。
4、采用适宜的拉伸方式:不同的型材形状和材质可能适合不同的拉伸方式。例如,对于易于弯曲的薄壁型材,可能需要采用较温和的拉伸方式以避免断裂;而对于厚壁或高强度材料,则可能需要采用更强力的拉伸方式。
5、进行精确的力学分析:通过对型材成形过程中的力学行为进行精确分析,可以更好地确定夹垫的材料、结构、位置以及拉伸方式。这可能需要借助计算机辅助设计(CAD)和计算机辅助工程(CAE)软件进行模拟分析。
6、实施试验和优化:在实际生产前,通过进行小批量的试验生产,可以验证夹垫的设计是否满足要求,以及是否需要进一步的优化。这一步骤对于确保最终产品的质量至关重要。
通过综合考虑上述因素,可以有效地操控拉伸变形量和非常好地操控整条型材的尺度变化,从而提高产品的质量和生产效率。
在设计和加工型材时,考虑型材的受力状况至关重要,以确保其结构的完整性和功能的可靠性。以下是一些关键点,有助于避免因受力不当而导致的型材变形、扭拧或螺旋等缺点。
1、宽厚比高的型材:这类型材容易在较薄的一侧发生变形。在设计时,应尽量增加薄边的支撑或使用加固筋,以提高其稳定性。
2、悬壁长的型材:长的悬壁部分在重力或外力作用下容易发生下垂或变形。在这些区域增加支撑结构或使用更高强度的材料可以减少这种风险。
3、弧度大的型材:大弧度可能导致材料在弯曲过程中发生不均匀变形。可以通过优化弯曲工艺、使用适当的加热方法或调整材料性质来控制这种变形。
4、壁厚差异大的型材:壁厚的巨细悬殊会导致冷却速率不一致,进而引起变形或内应力。设计时应尽量避免大的壁厚差异,或采用逐步过渡的方式来减少壁厚变化。
5、形状奇怪的型材:复杂或不规则的形状可能导致受力不均,容易在弱点产生变形或断裂。在设计阶段应充分考虑型材的受力路径和应力集中区域,必要时通过仿真分析优化设计。
6、特殊部位的受力:对于小脚、薄齿、长腿等细长部分,以及圆弧面、倾斜面等特殊形状的受力特别关注,这些部位容易成为应力集中的地方。在这些区域采用圆角过渡、增加局部厚度或使用加固件等方法可以提高结构的稳定性和承载能力。
7、开口和视点:开口部位容易成为应力集中的区域,可能导致材料疲劳或断裂。设计时应确保开口边缘光滑、圆滑,必要时在开口周围增加加固结构。
总之,通过细致的设计和精确的工艺控制,可以显著降低型材在使用过程中出现的结构缺陷,确保其性能和寿命。
铝型材在生产过程中,由于其导热性能较好,散热是一个需要特别注意的问题。在铝型材的挤压、热处理等工序中,如何有效地进行散热,以确保产品的质量,是一个技术难点。毛条(或称为模具)的设计和使用在这个过程中起着关键作用。毛条的结构可以影响铝型材的散热效果,从而影响最终产品的外观和性能。
在铝型材的生产过程中,尤其是在进行热处理时,如果散热不均匀,会导致材料内部的结晶度不一致,进而影响产品的机械性能和外观质量。例如,散热不均可能导致铝型材出现横向亮斑等缺陷,这种缺陷在装饰性要求高的应用场合是不可接受的。
为了解决这个问题,生产过程中需要对铝型材进行多次上下前后翻转,以促进热量的均匀分布和散发。这一点对于具有大宽面和壁厚较厚的铝型材尤为重要,因为这类型材由于其较大的体积和厚度,更容易出现散热不均的问题。
通过精心设计毛条的结构和优化生产过程中的翻转操作,可以显著提高铝型材的散热效率,从而提高产品的整体质量,确保其在装饰应用中的外观和性能满足高标准的要求。这对于铝型材生产企业来说,是提升竞争力、满足市场需求的关键所在。
这段话是在讲述处理铝合金型材时的一些注意事项,以确保材料的质量和安全。下面是对这段话的具体分析和解释:
1、避免碰擦、拉扯、堆叠、拥堵、缠绕:在取料和移动过程中,铝合金型材应避免相互之间的接触,以防止表面损伤或变形。这些材料通常具有较好的表面处理,如阳极氧化、喷砂、电泳等,不当的处理会破坏这些表面保护层,影响产品的外观和性能。
2、预留必定的间隔:在存放和搬运铝合金型材时,应确保它们之间有足够的间隔,这样可以减少因操作不当造成的损伤。此外,适当的间隔也有助于空气流通,避免因湿度变化而引起的腐蚀问题。
3、对易曲折、出料长短的铝合金型材要及时处置:铝合金型材在生产和加工过程中,可能会出现曲折或长度不一的情况。这要求操作人员能够及时识别这些问题,并采取相应的措施进行修正或剔除,确保产品质量。
4、必要时做好彼此间的维护处置:对于那些易于曲折或长度不一的型材,可能需要采取额外的保护措施,比如使用支撑架或保护套来维持其形状和完整性,避免在运输和存储过程中发生损伤。
总之,这段话强调了在处理铝合金型材过程中需要采取的预防措施,以保护材料的完整性和质量。这些措施不仅有助于提高产品质量,而且还能减少浪费,提高生产效率。
铝型材在使用和存放过程中,其表面的保护至关重要,因为铝型材的表面容易受到物理和化学的损害。从您提供的信息中,我们可以了解到铝型材表面如果局部沾水淋雨,水分通过型材表面的淬火氧化层的细微小孔渗入铝基体,会形成三羟铝石。这种现象会随着水分停留的时间而有所不同,如果水中含有杂质(如盐、亚硝酸等),还会在铝型材表面产生腐蚀斑,这对铝型材的外观和性能都是不利的。
因此,对于沾水的铝型材,应该尽快擦干,尤其是在型材表面时效变化前,必须将其擦干。如果条件允许,可以通过适当增加碱洗时间和氧化膜的厚度来进一步保护铝型材表面。
此外,铝型材在存放过程中避免与油渍、水渍接触也是非常重要的。一旦铝型材表面沾有油渍或水渍,只要在不沾灰尘的情况下及时擦拭干净,就不会在表面留下油痕和水印。这强调了在操作过程中培养良好的习惯和品质意识的重要性。例如,使用油性纸作为型材衬垫可能会在自效后导致铝型材表面沾满油痕,这是一个典型的由于操作不当导致的低级质量问题。
总之,正确处理和保护铝型材的表面,可以有效避免因环境因素或操作不当造成的损害,确保铝型材的外观和性能。这需要从材料选择、加工、存放、运输等各个环节严格控制,同时也需要操作人员具有良好的操作习惯和品质意识。



 QQ客服
QQ客服